
Limba

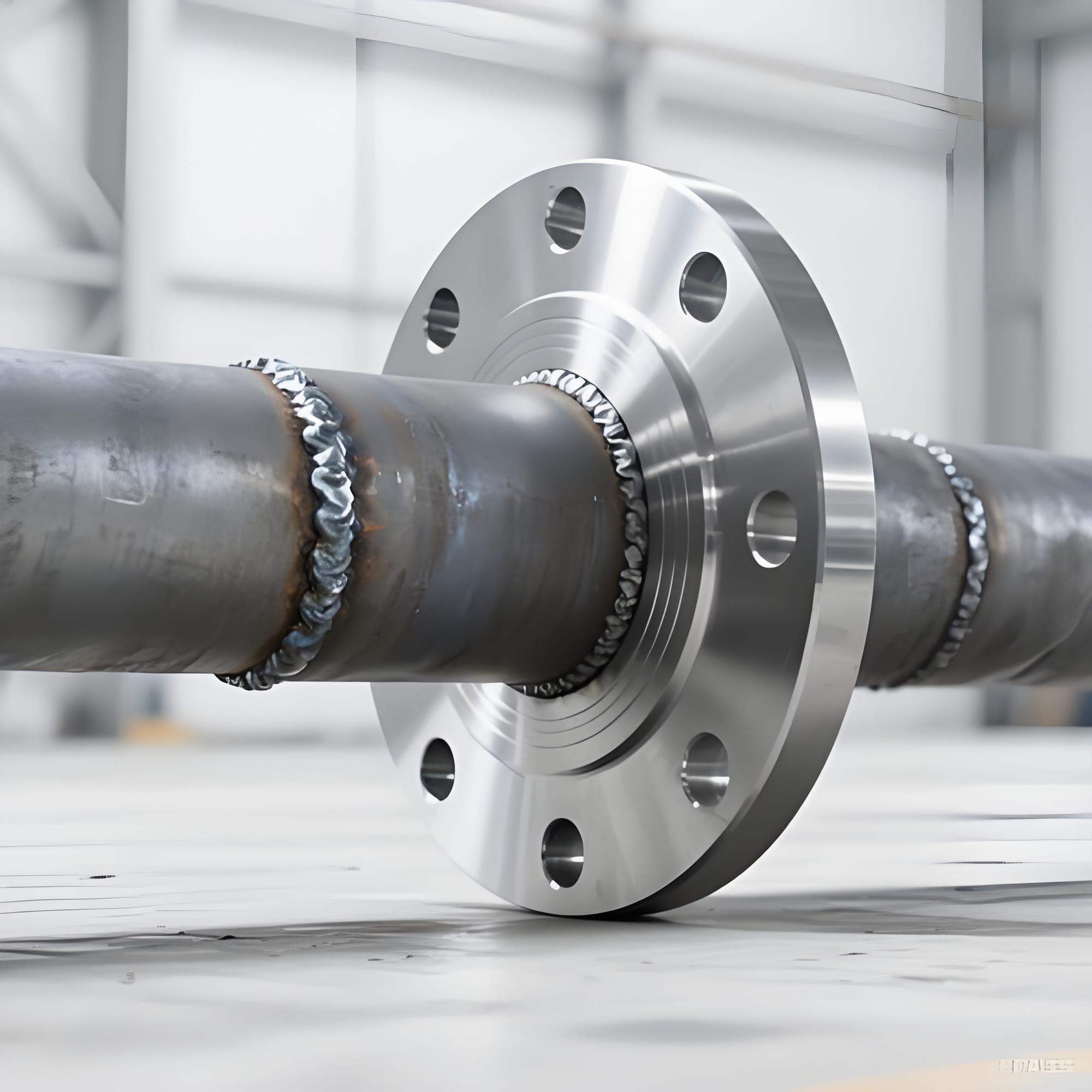
Sudarea cap la cap este o metodă de sudare în care capetele a două piese de prelucrat sunt așezate una față în față, încălzite simultan pe întreaga suprafață de capăt, iar presiunea este practică pentru a ajunge la legarea atomică între cele două piese de prelucrat în stare solidă, prin urmare unindu-le într-o singură bucată.
Pentru a vă ajuta să înțelegeți mai impresionant, este oferită o comparație din mai multe perspective:
| Element de comparație |
Sudarea cap la cap |
Sudarea prizei |
| Metoda de conectare |
Capetele sunt aliniate la nivel și sudate direct |
Un capăt este introdus în celălalt și filet sudat pe exterior |
| Gama de dimensiuni a conductei |
Utilizat de obicei pentru DN50 și mai sus |
Folosit de obicei pentru DN50 și mai mici |
| Tipul de sudare |
Sudură cap la cap, penetrare completă |
Sudură de filet, nu pătruns complet |
| Decalaj intern |
Nici un pas, perete interior neted |
Există un gol, care poate acumula medii sau poate provoca coroziune |
| Metoda de inspecție |
Poate fi radiografiat (RT), fiabilitate ridicată |
Dificil de radiografie (RT), mai ales MT sau PT |
| Capacitate de forță |
Capabil să reziste la presiuni, temperaturi și sarcini mai mari de oboseală |
Potrivit pentru presiune scăzută și condiții statice |
| Element de comparație |
Sudarea cap la cap |
Conexiune cu flanșă |
| Natura conexiunii |
Permanent, nedemontabil |
Detașabil, ușor de întreținut și înlocuit |
| Punct de etanșare |
Fără garnitură de etanșare; sudura în sine este etanșarea |
Se bazează pe garnituri și șuruburi; există potențiale puncte de scurgere |
| Condiții de service |
Temperatură ridicată, presiune ridicată, cicluri severe de temperatură |
Condiții convenționale, pot fi îmbunătățite cu diferite evaluări ale garniturii |
| Instalare și întreținere |
Necesită sudor calificat; greu de modificat după sudare |
Asamblare rapidă cu strângere a șuruburilor; convenabil pentru inspecție |
| Greutate și spațiu |
Structură compactă, fără flanșe, economisește spațiu și material |
Flanșele ocupă mai mult spațiu, adaugă greutate și cost |
| Aplicații tipice |
Linii principale de abur, linii de alimentare cu hidrogen, racorduri pentru supape de înaltă presiune |
Interfețe ale echipamentelor, supape sau secțiuni de conducte care necesită dezasamblare regulată |

| Element de comparație |
Sudarea cap la cap |
Conexiune cu filet |
| Fiabilitatea etanșării |
Extrem de ridicat, fără scurgeri (dacă sudura este bună) |
Scăzut, se bazează pe etanșant sau bandă PTFE; se poate slăbi sub vibrație |
| Limita de presiune/temperatură |
Poate fi folosit pentru presiune ultra-înaltă și temperatură ultra-înaltă |
Limitat la presiune medie/joasă și temperatură normală sau moderată |
| Puterea conexiunii |
Topite integral, rezistență aproape de metalul de bază |
Concentrarea tensiunilor la rădăcina firului |
| Dificultate de instalare |
Necesită echipament de sudură și sudor calificat |
Are nevoie doar de unelte de mână; poate fi asamblat rapid la fața locului |
| Risc de scurgere |
Aproape nicio scurgere dacă sudura este bună |
Scurgerile pot apărea treptat odată cu ciclul de temperatură sau vibrații |
Într-o singură propoziție: sudarea cap la cap este cea mai puternică, cea mai fiabilă și nedemontabilă metodă de conectare, potrivită pentru condiții severe de service cu orificiu mare, temperatură înaltă, presiune înaltă, fără scurgeri.











